

以下是:生产
散热器_品牌厂家的产品参数
| 最小起订 | 1 |
|---|---|
| 是否厂家 | 是 |
| 产品规格 | 齐全 |
| 加工定制 | 可定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
以下是:生产
散热器_品牌厂家的图文视频

【导语】:您是想要在鞍山市立山区采购高质量的生产 散热器_品牌厂家产品吗?建顺金属制品有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的生产 散热器_品牌厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-13336259835,QQ:314614021,地址:《聊城东昌府区泰山路3号发货到辽宁省 鞍山市 立山区、铁东区、千山区、台安县》。 辽宁省,鞍山市,立山区 立山区在辽、金时期,属东京道辽阳府(今辽阳市)。
准备好领略生产
散热器_品牌厂家产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
以下是:生产
散热器_品牌厂家的图文介绍

建顺金属制品有限公司科技先进、文明、勇于创新、服务社群、信誉至上、精益求精为经营方针,热忱欢迎社会各界新老用户选用我公司的【鞍山立山表冷器厂家】产品。 我们以优良的品质,崇高的信誉和无微不至的服务赢得众多赞誉。今天,我们继续秉承这一优良传统,并不断发扬光大。在未来的岁月里,我们将以诚恳的态度接受各界友人和广大客户提出的宝贵建议,以感谢万千的热情,衷心感谢社会各界给予的支持和厚爱。




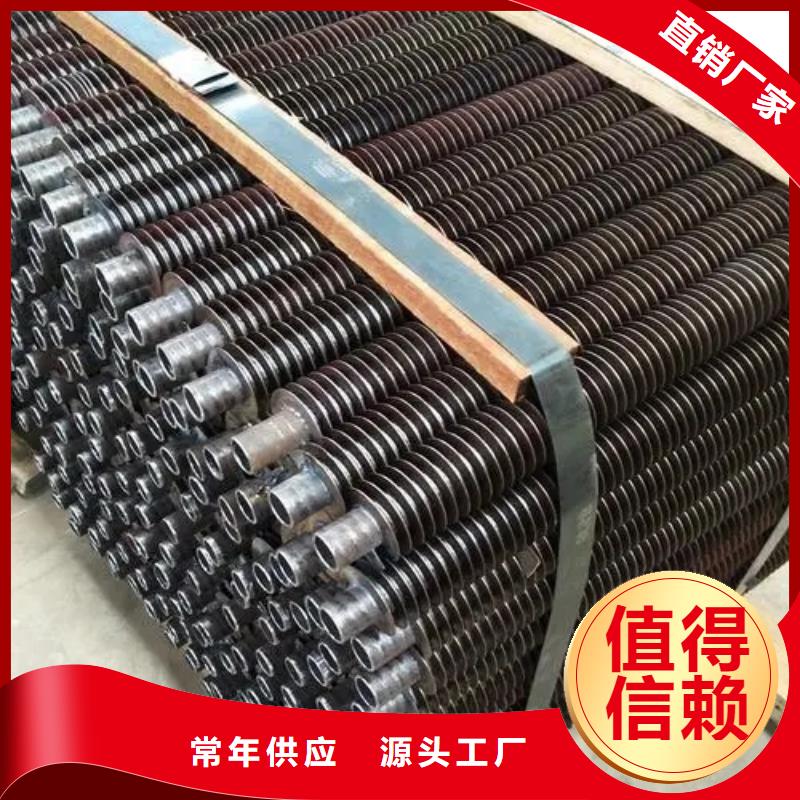
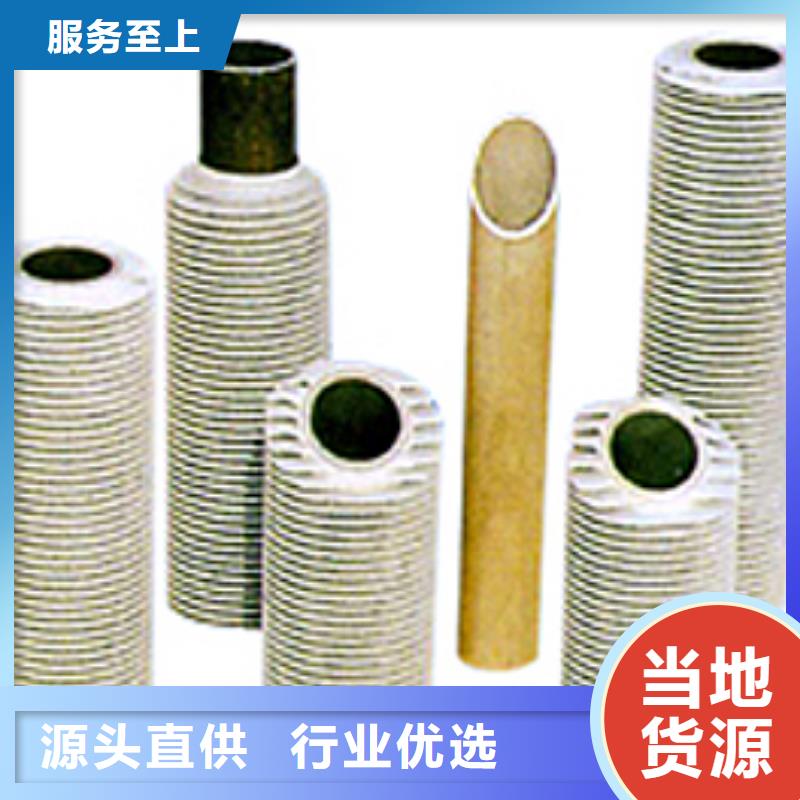
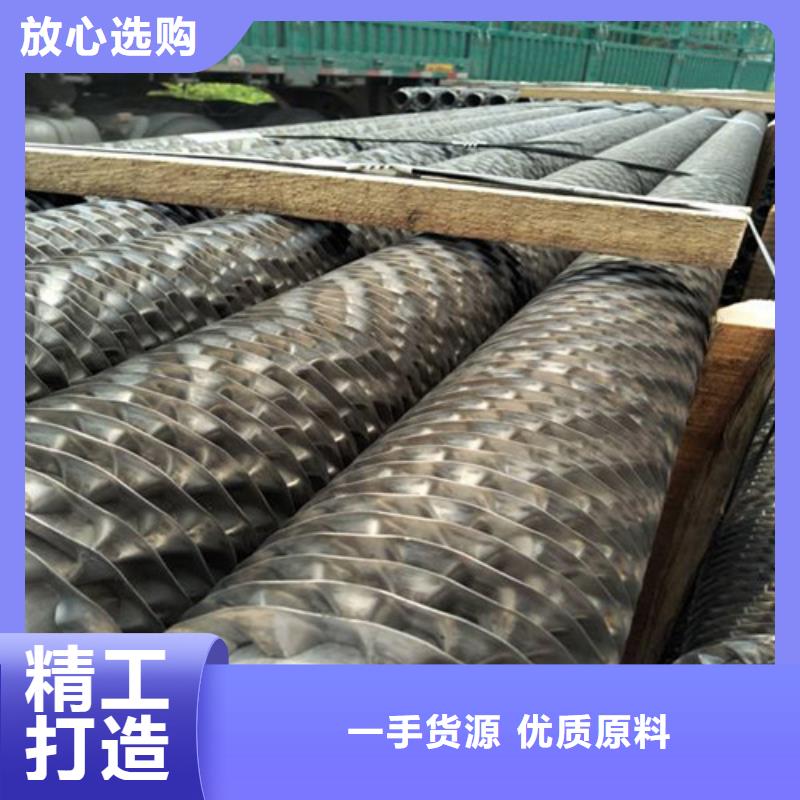
套装翅片套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。用人工方法套装的称为手工套装。它是借助工具,依靠人的力量将翅片一个个压入的。这种方法因为翅片的压入力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压入是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。鞍山立山镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。钎焊螺旋翅片管钎焊螺旋翅片管的加工分两步进行。首先,将钢带平面垂直于管子轴线按螺旋线方式缠绕在管子外表面上,并把钢带两端焊在钢管上固定,然后为钢带和钢管接触处的间隙,用钎焊的方法将钢带和钢管焊在一起。此种方法因其造价昂贵,故常用另一种方法,即将缠好钢带的管子放进锌液槽内进行整体热镀锌来替代。采用整体热镀锌虽然镀液不见得能很好地渗进翅片和钢管之间极小的间隙,但在翅片外表面和钢管外表面却形成了一个完整的镀锌层。采用整体热镀锌的螺旋翅片管,因为受到镀锌层厚度的限制(镀锌层厚时,锌层牢固性差,易脱落),加之锌液不可能全部渗入间隙内,所以,翅片与钢管的结合率仍不高。另外,锌的传热系数比钢小(约为钢的78%),故传热能力低。锌在酸及碱、鞍山立山本地硫化物中极易遭受腐蚀,因此,用镀锌螺旋翅片管不适于制作空气预热器(回收锅炉烟气余热)。




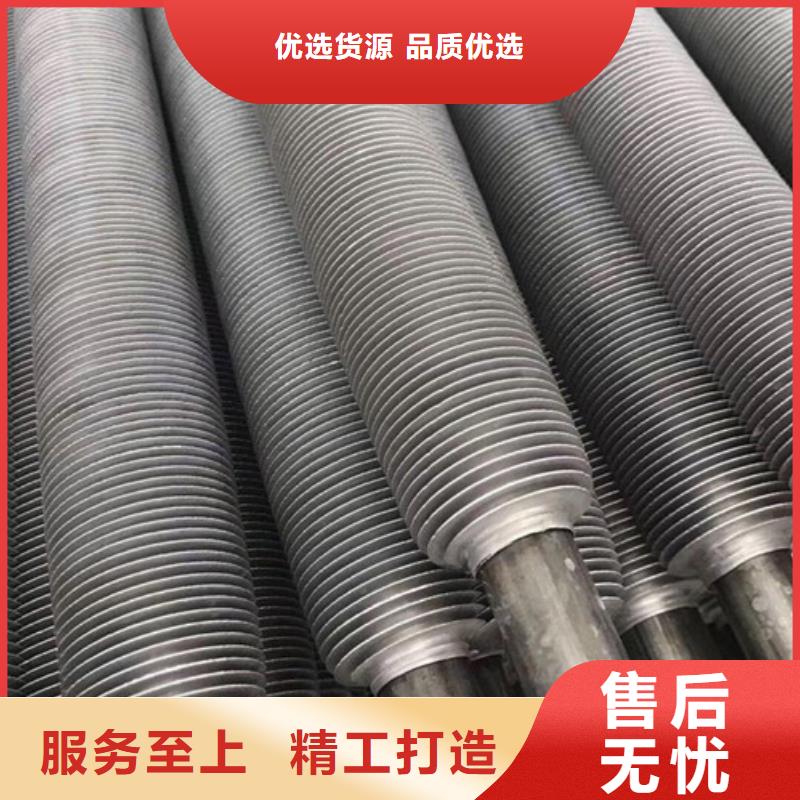
1、鞍山立山当地翅片管因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。2、鞍山立山当地 防腐性能、鞍山立山当地耐磨性能、鞍山立山当地低的接触热阻 、鞍山立山当地高的稳定性、鞍山立山当地防积灰能力。3、鞍山立山当地换热面积大。高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、鞍山立山当地锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、鞍山立山当地功率、鞍山立山当地工件成形角度、鞍山立山当地挤压力、鞍山立山当地电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、鞍山立山当地工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于率自动生产线,是生产有缝管的先进方法。

【总结】:在鞍山市立山区采购生产 散热器_品牌厂家请认准建顺金属制品有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:张经理-13336259835,QQ:314614021,地址:东昌府区泰山路3号)。










